中速磨煤机抗磨损件(主要是高铬铸铁磨辊和磨盘)在磨制煤粉过程中不断磨损,其失效形式主要是煤对抗磨损件的摩擦损耗产生的三体磨料磨损,其磨损方式主要是煤中的硬质颗粒对抗磨损件表面造成的显微切削、犁沟塑变以及碳化物的破碎与剥落;磨损机理为微切削磨损、塑性疲劳磨损、脆断和剥落磨损三种机制并存,但以微切削磨损为主。针对中速磨煤机高铬铸铁抗磨损件的磨损失效机理,研制了两种焊接工艺性能优良,堆焊层具有高硬度和高耐磨性的多元合金强化型自保护药芯焊丝,并对研制焊丝自保护机制的实现和堆焊层高耐磨性的原因进行了探讨。
研制药芯焊丝(脚号58-O、60-O)外皮采用韩国进口低碳冷轧钢带H08AL,截面为O形,药芯填充系数调整范围45%~55%,先轧后拔工艺生产,成丝直径为3.2mm.研制药芯焊丝为金属粉型;合金系采用多元合金(Mo、W、V、Nb、Ni、Cu、Zr、Ti、B、Re等)强化的Fe-Cr-C系耐磨合金;主要是采用造气-合金元素自保护机制。研制药芯焊丝的成分如表1所示。

1.焊接工艺性能由于自保护药芯焊丝的工艺参数适应性小,所以试验中对其进行了优化,如表2所示。
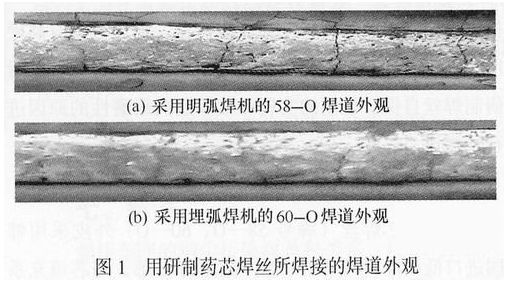
药芯焊丝58-O,60-O的焊接工艺性能优良:电弧燃烧稳定,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。电弧稳定性和飞溅程度方面同种类型的产品相比有突出表现。表层主要缺陷为横向微裂纹,是应力释放的正常现象,为大多数硬面堆焊所允许。

同一种自保护药芯焊丝在相同的焊接规范下由于采用的焊接设备不一样,使得焊接工艺性能差异很大。58-O适合采用ZD7-1000型逆变直流明弧自动焊机焊接;60-O适合采用MZ-1000型埋弧自动焊机不加焊剂焊接,其焊道外观如图1所示。

参照GB984制作堆焊试样,经900~1000℃、保温40~60min、炉冷的软化处理后钻取粉末进行化学滴定和红外吸收分析,测得的研制药芯焊丝熔敷金属化学成分见表3。

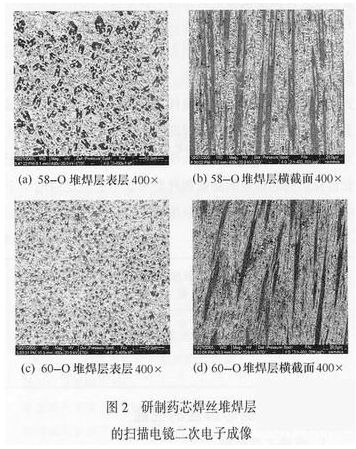
采用Quanta200型扫描电子显微镜对研制药芯焊丝堆焊层表面和横截面金相组织进行了分析,照片如图2所示。
58-O、60-O堆焊层的组织相近,均为过共晶组织,在莱氏体基体上均匀分布着形状规则的初生碳化物。碳化物数量多,分布均匀。初生碳化物颗粒较大、呈细杆状、有着非常明显方向性且生长方向垂直于工作面;共晶碳化物比较细碎,方向性不明显;基体为马氏体和残余奥氏体。与同种类型的产品相比,研制药芯焊丝堆焊层显微组织更优化,对提高堆焊层的耐磨性十分有利。
采用D8ADVANCE型X-射线-O堆焊层进行了物相分析,发现堆焊层中的主要物相有三种:斜方晶系的M7C3;体心立方的Fe-Cr固溶体和Fe。
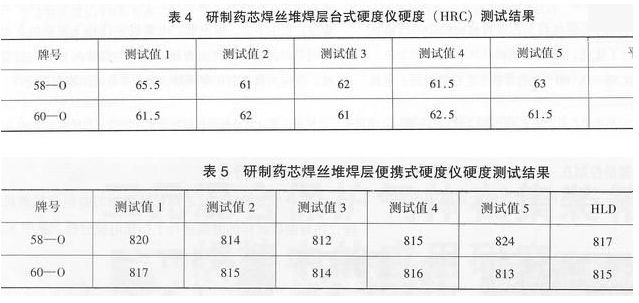
分别采用台式硬度仪TH320、便携式硬度仪HLN-11对研制药芯焊丝的堆焊层进行了硬度测试,结果见表4、表5.研制药芯焊丝堆焊层硬度平均值在61~63HRC之间,与同种类型的产品相比,硬度优势较明显。
为考察研制药芯焊丝堆焊层在不同应力等级下的耐磨粒磨损性能,分别采取了MLS-23型湿砂橡胶轮式磨料磨损试验机和SKODA磨损试验机进行了磨损试验。
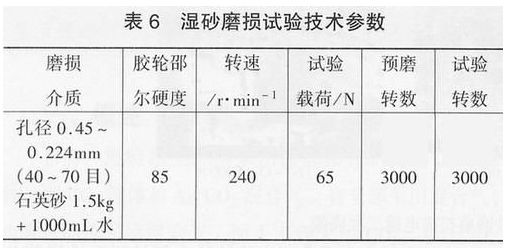
(1)湿砂橡胶轮式磨料磨损试验湿砂磨损试样尺寸:57mm×25mm×12mm,湿砂磨损试验技术参数如表6所示。
试验前、后,将试样放入盛有丙酮的烧杯中,在超声波清洗仪中清洗5~8min,通过用万分之一克光学天平测量耐磨堆焊试样的失重量,以此来衡量堆焊层的耐磨性。取淬火后硬度为52HRc的45钢作为对比试样。
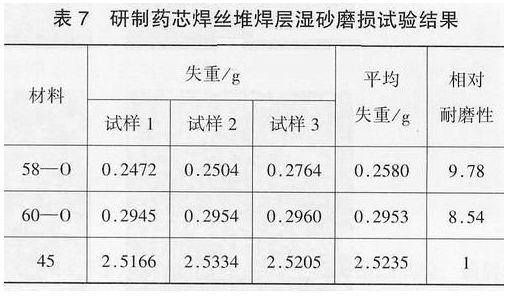
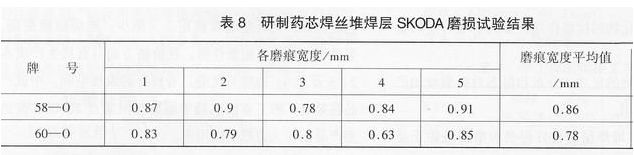
试验表明,在较高应力状态下,研制药芯焊丝堆焊层同样表现出良好的耐磨粒磨损性能,试验结果见表8。
1.自保护的实现通过在药芯中组合加入微晶石墨、高碳合金、铝镁合金、硅铁、锰铁、钛铁、硼铁及稀土等物质,通过直接消耗氧气、氮气和降低周围环境的氧、氮分压两种途径,使周围气相的氧化性减弱成功地实现了药芯焊丝的造气-合金元素自保护。
的分压,可当作电弧下熔池的保护气体;碳氧化引起的熔池沸腾更有助于N2的逸出。铝在高温下具备极高的活度,有非常强的脱氧、脱氮作用,能有效地减小焊缝气孔的敏感性,往往能起到脱氧与固氮的双重作用。镁的沸点为1100℃,在住电弧中可形成蒸汽,并与N、O结合,可到保护熔滴的作用。硅、锰联合脱氧是焊接冶金中最常用的脱氧于段,可得到较好的脱氧效果。
硼与钛在高温下与氧的亲合力很强,还能与氮反应生成高熔点的BN、TiN,从而既降低氮的有害作用,又可作为熔池金属凝固时的结晶核心起到细化晶粒的作用。
稀土是4f系14个元素的总称,性质非常活泼,在180~200℃就能在空气中被氧化成Re
,在750℃能与氮反应生成稀土氮化物ReN,能起到脱氧脱氮的作用。稀土能大大降低焊缝气孔的敏感性,使熔敷金属中含氧量下降,总含氮量控制在一定的范围内,降低氮的有害作用。适量的稀土元素还可改善焊缝金属组织的形态、细化晶粒。2.高耐磨性分析为进一步分析研制药芯焊丝堆焊层的磨损和抗磨机理,还对湿砂试样的磨痕进行了扫描电镜分析,见图3。
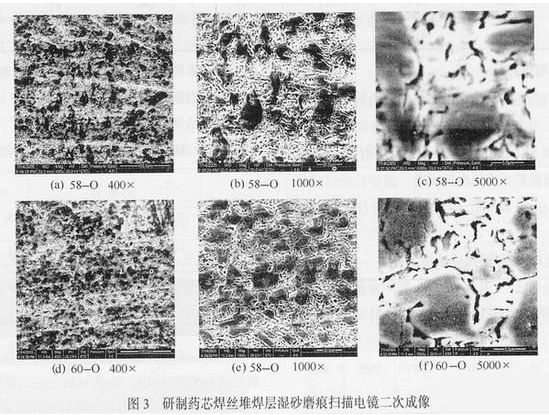
堆焊层经磨损后,未出现碳化物明显突出基体的现象,说明碳化物与基体有良好的强韧性匹配,相互支撑与保护有效地阻碍了磨粒的切削,实现了良好的双向保护,充分的发挥了碳化物的抗磨作用,提高了堆焊层的整体抗磨能力。
58-O、60-O堆焊层的良好耐磨粒磨损性能正是得益于其优化的显微组织:碳化物数量多、分布均匀,与马氏体+少量残余奥氏体的基体拥有非常良好的强韧性匹配。初生碳化物呈垂直于磨损面的细杆状,共晶碳化物呈颗粒状。
当然,多元合金强化型高铬铸铁合金体系、药芯焊丝与焊接设备及工艺参数的良好匹配、良好的焊接工艺性能也是实现药芯焊丝堆焊层高耐磨性的关键要素。
(1)国内目前没有此类药芯焊丝的有关标准,查阅有关联的资料发现,可将其归到DIN8555MF-10-GF-6X-G(57~62HRC时,X=0;62~67HRC时,X=5)或JISZ3326YFCrA-S类别中。(2)多元合金强化型高铬铸铁自保护耐磨堆焊药芯焊丝,既可应用于电力、钢铁、矿山、建材行业的磨煤机旧磨辊、磨盘的修复,也可用于新件的预保护,有十分广阔的应用前景。
(3)研制药芯焊丝与同种类型的产品相比较而言,焊接工艺性能好,尤其是电弧稳定、飞溅少;堆焊层硬度高,显微组织优化,耐磨性强;在价格这一块(直接生产成本2~3万元/t)也颇具优势,有较好的发展空间。中试产品在某电厂的工业性试验中耐磨时间超过8000h,改进型产品正在大力推广应用中。
(1)药芯焊丝采用金属粉芯、多元合金强化型高铬铸铁合金系、造气-合金元素自保护机制。(2)优化的显微组织(M自润滑轴承7C3型碳化物数量多、分布均匀,与马氏体+少量残余奥氏体的基体有良好的强韧性匹配,初生碳化物呈垂直于磨损面的细杆状,共晶碳化物呈细碎的颗粒状)是研制药芯焊丝堆焊层拥有非常良好耐磨粒磨损性能的根本原因。
(3)药芯焊丝焊接工艺性能优良,堆焊层宏观硬度61~63HRC,在不同应力等级下均有良好的耐磨粒磨损性能。
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享
政策解析考试试题报考条件报名入口考试科目考试用书报名时间证书领取成绩查询注册查询准考证打印历年真题模拟试题考试大纲复习资料经验分享


更多
1、凡本网注明“来源:建设工程教育网”的全部作品,版权均属建设工程教育网所有,未经本网授权不得转载、链接、转贴或以其他方式使用;已经本网授权的,应在授权范围内使用,且一定要标注明确“来源:建设工程教育网”。违反上述声明者,本网将追究其法律责任。
2、本网部分资料为网上搜集转载,均尽力标明作者和出处。对于本网刊载作品涉及版权等问题的,请作者与本网站联系,本网站核实确认后会尽快予以处理。
本网转载之作品,并不代表认同该作品的观点或真实性。如别的媒体、网站或个人转载使用,请与著作权人联系,并自负法律责任。
